Программные
режимы
аппаратов EVOMIG
В лаборатории производителя постоянно ведется работа по созданию новых и усовершенствованию существующих режимов. Если дня нужд вашего предприятия требуются узкоспециализированные режимы для определённых материалов или условий сварки, обратитесь для консультации к нашим дилерам. По состоянию на 2023 год список реализованных режимов опубликован ниже.
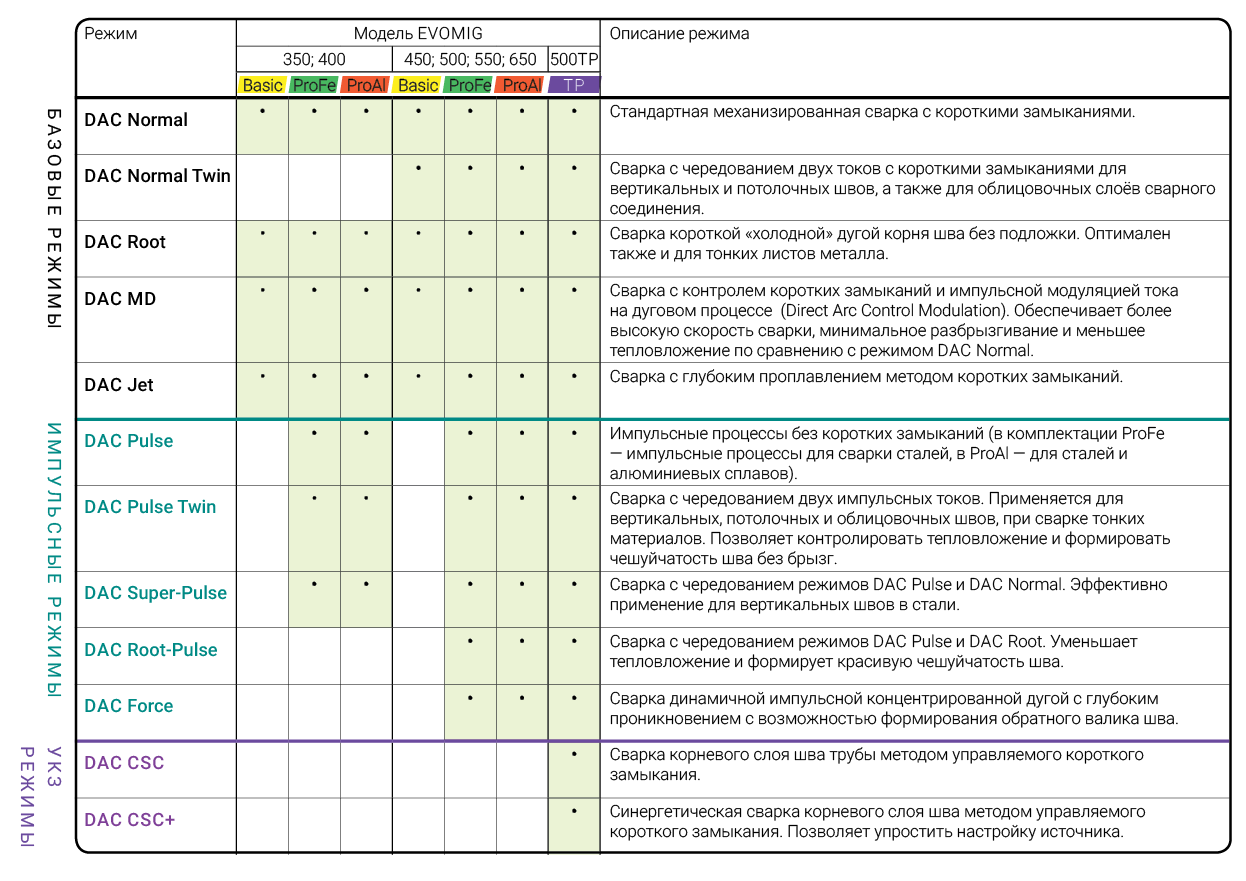
Стандартные режимы
- DAC Normal — стандартная механизированная сварка с короткими замыканиями.
- DAC Normal Twin — сварка с чередованием двух токов с короткими замыканиями для вертикальных и потолочных швов, а также для облицовочных слоёв сварного соединения..
- DAC Root — сварка короткой «холодной» дугой корня шва без подложки. Оптимален также и для тонких листов металла..
- DAC MD (Direct Arc Control Modulation) — сварка с контролем коротких замыканий и импульсной модуляцией тока на дуговом процессе (Direct Arc Control Modulation). Обеспечивает более высокую скорость сварки, минимальное разбрызгивание и меньшее тепловложение по сравнению с режимом DAC Normal.
- DAC Jet — сварка с глубоким проплавлением методом коротких замыканий..
Импульсные режимы
- DAC Pulse — импульсные процессы без коротких замыканий (в комплектации ProFe — импульсные процессы для сварки сталей, в ProAl — для сталей и алюминиевых сплавов).
- DAC Pulse Twin —сварка с чередованием двух импульсных токов. Применяется для вертикальных, потолочных и облицовочных швов, при сварке тонких материалов. Позволяет контролировать тепловложение и формировать чешуйчатость шва без брызг..
- DAC Super-Pulse — сварка с чередованием режимов DAC Pulse и DAC Normal. Эффективно применение для вертикальных швов в стали.
- DAC Root-Pulse — сварка с чередованием режимов DAC Pulse и DAC Root. Уменьшает тепловложение и формирует красивую чешуйчатость шва..
- DAC Force — сварка динамичной импульсной концентрированной дугой с глубоким проникновением с возможностью формирования обратного валика шва.
Режимы управляемого короткого замыкания
- DAC CSC (Controlled Short Circuit) — сварка корневого слоя шва трубы с образованием обратного валика методом управляемого короткого замыкания.
- DAC CSC+ — синергетическая сварка корневого слоя шва методом управляемого короткого замыкания. Позволяет упростить настройку источника.
Технология сварки корневого шва в режиме DAC CSC
При сборке соединения необходимо, чтобы начало и конец каждой прихватки были сошлифованы, для обеспечения плавного перехода от корневого шва к прихватке. Данный процесс не позволяет полностью проплавить прихватку.
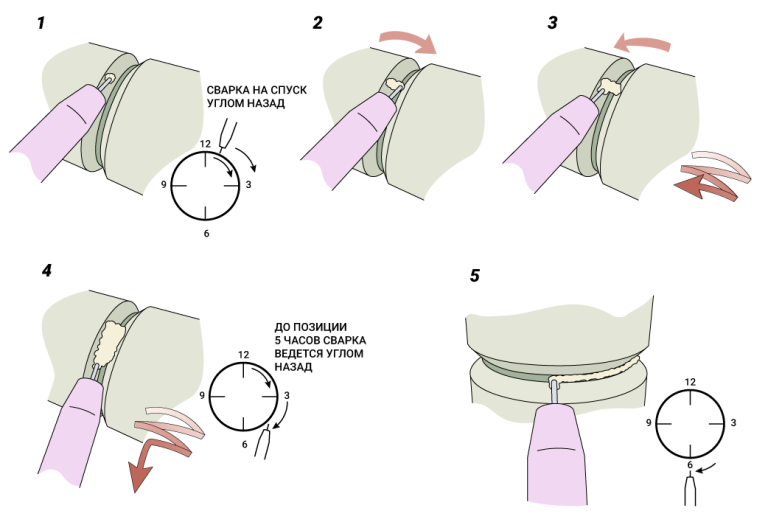
- Возбуждение дуги производится на кромке трубы.
- После формирования сварочной ванны переместите её с кромки на середину стыка, удерживая дугу в её передней части.
- Как только сварочная ванна пересекла зазор стыка, перенесите её на противоположную кромку. Сварка углом назад на спуск производится с небольшими дугообразными колебаниями с кромки на кромку. С позиции 12 часов до 1-го часа сварка осуществляется с колебаниями. В позиции 1-го часа колебания прекращаются.
- Располагая дугу в передней части сварочной ванны, с позиции 1-го часа до 5-ти сварку производят без колебаний. При необходимости с 5-ти до 6-ти часов колебания возобновляются.
- В позициях с 5-ти - 6-ти часов сварочная горелка располагается перпендикулярно поверхности трубы. В позиции 6-ти часов, прекращая процесс сварки, выведите дугу на одну из кромок и оборвите её. Не останавливайте процессе на самом шве, т.к. это может привести к образованию поверхностной пористости.