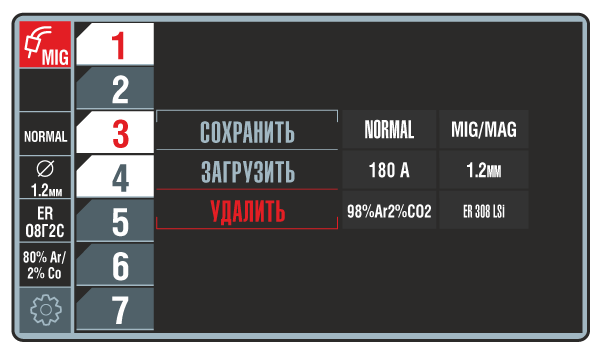
Нажатие кнопки Материал позволяет выбрать необходимое сочетание сварочной проволоки, её диаметр и защитный газ.
Выбор осуществляется левым энкодером. Для отмены/выхода из данного меню нажать кнопку «Материал» или правый энкодер.
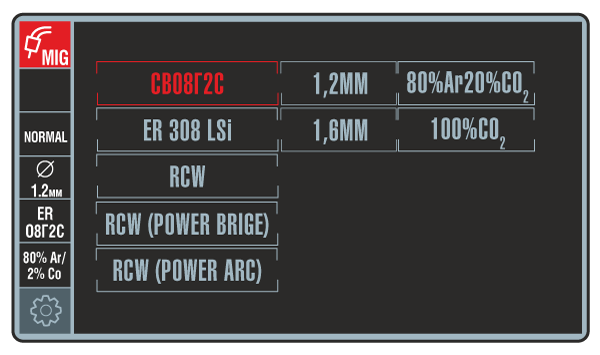
Cписок доступных материалов:
- сталь конструкционная (СВ08Г2С);
- алюминиевый сплав (АМг5);
- нержавеющая сталь (ER 308LSi);
- порошковая проволока (RCW – рутиловая, MCW – металлопорошковая).
В зависимости от выбранного материала сварочной проволоки, машина предлагает выбрать газ или газовые смеси, которые применяются с выбранной проволокой:
- 100% СО2;
- 100% Ar;
- 80% Ar / 20% CO2;
- 98% Ar / 2% CO2.
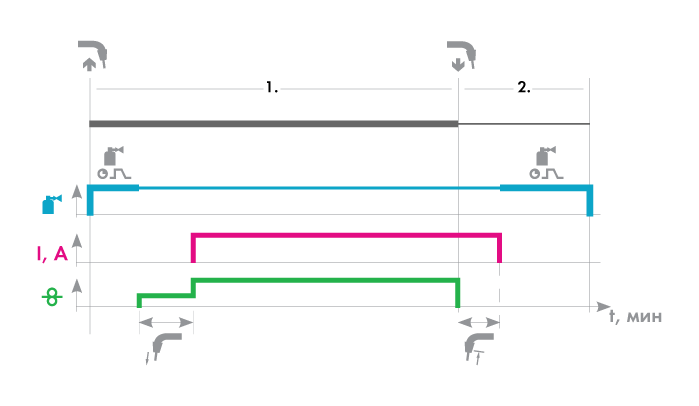
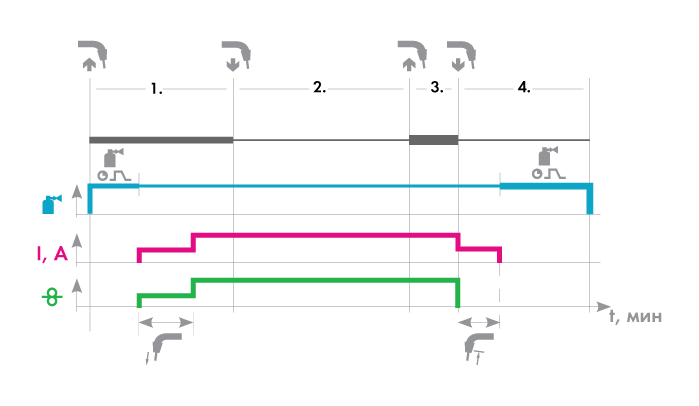
В меню Циклограмма изображен стилизованный график, на котором отображены все участки цикла сварки, их названия и цифровые значения параметров, характеризующих свойства данного участка графика. Циклограмма служит для наглядного отображения изменения всех параметров процесса сварки.
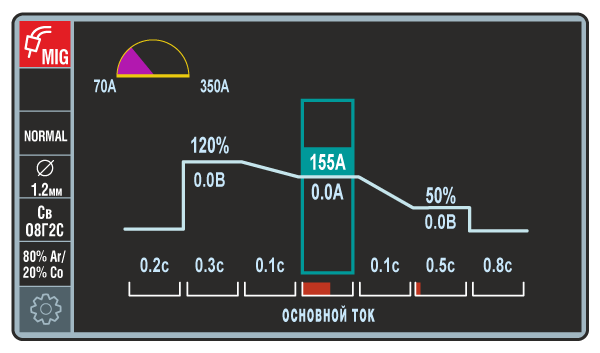
Прокручиванием левого энкодера по этапам сварки на циклограмме перемещается прямоугольни. В пределах одного этапа переключение происходит между параметрами этапа. Для настройки нужного значения нажимаем левый энкодер, при этом редактируемое значение меняет цвет. После настройки повторно нажимаем левый энкодер для сохранения. Диапазон регулировки и текущее значение каждого из параметров циклограммы отображены полумесяцем в верхней части экрана (слева над циклограммой). Для отмены/выхода из данного меню нажать кнопку «Циклограмма» или правый энкодер.
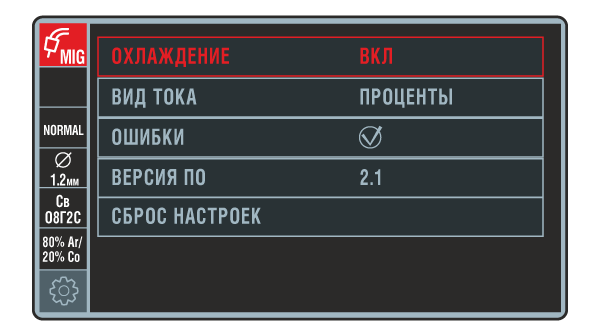
Кнопка Меню предназначена для перехода к дополнительным настройкам сварочной машины (включение блока жидкостного охлаждения, просмотр ошибок, сброс на заводские настройки и др.). Принцип управления аналогичен вышеприведённым разделам меню данного пульта.
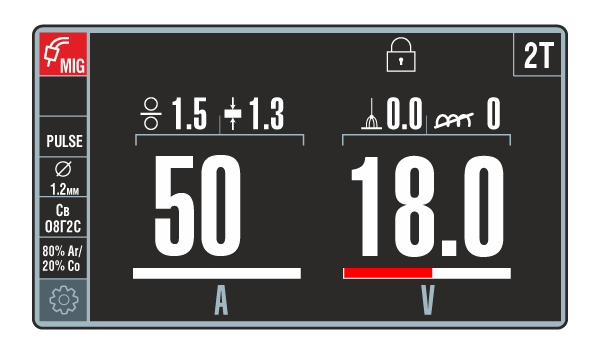
Кнопка «Блокировка»
Кнопка Блокировка предназначена для блокировки текущих настроек и защиты органов управления пульта от случайного нажатия кнопок и/или вращения энкодеров. Для активации блокировки коротко нажмите на кнопку «Блокировка», для отмены — нажмите и удерживайте кнопку в течение двух секунд.