

Данный пункт меню позволяет выбрать один из возможных режимов работы аппарата:
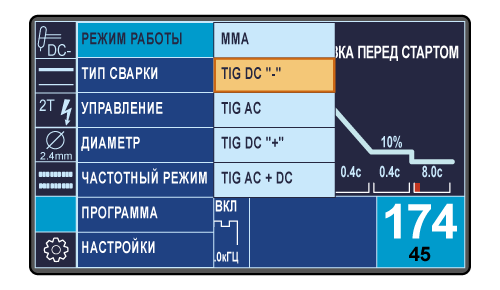
Процесс высококачественной сварки на постоянном токе позволяет получить отличные сварочные швы на очень тонких материалах. Кроме того, достаточно часто применяется для сварки труб, высоколегированных сталей.
Переменный ток очень хорошо подходит для сварки материалов с высоким содержанием оксидов, которые плавятся при более высоких температурах, чем требуется для расплавления алюминия, магния и их сплавов. Например, использование переменного тока позволяет производить сварку алюминия и алюминиевых сплавов. При сварке на переменном токе полярность на выходных гнездах постоянно меняется между положительной и отрицательной. Сварка электродом на переменном токе имеет преимущество, позволяющее избежать влияния магнитного дутья дуги.
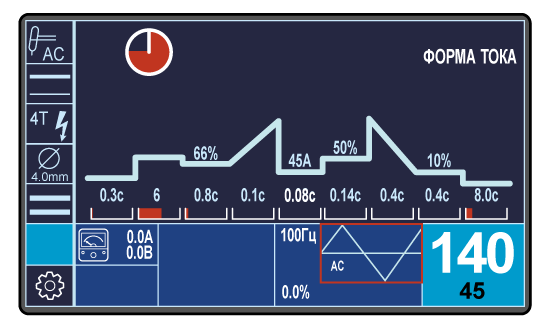
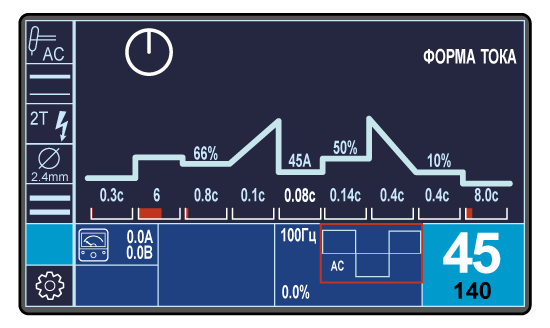
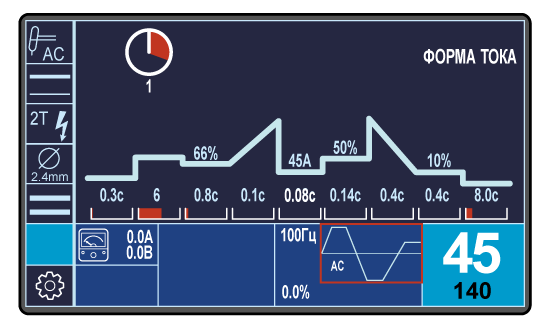
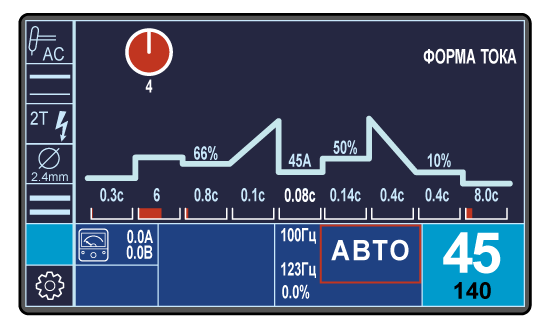
При выборе полярности переменного тока (AC) при помощи графического изображения могут быть выбраны баланс, частота, а также форма кривой в виде синусоиды, треугольника, прямоугольника или автоматический режим.
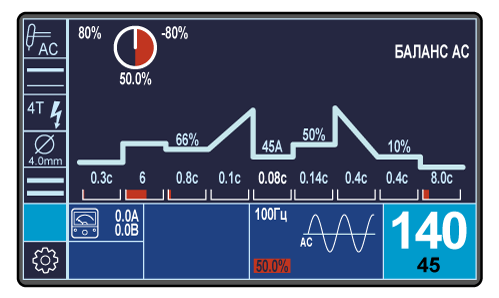
Опция настройки баланса возможна только при аргонодуговой сварке на переменном токе. Диапазон ее настройки колеблется от -80% до +80% и обеспечивает изменение формы электрической дуги, а также провар и очистку при сварке алюминия в широком диапазоне. В среднем положении (50%) отрицательный и положительный токи равномерно распределяются по времени. При возрастающих отрицательных значениях доля отрицательного заряда сварочного тока увеличивается (до -80%), а доля положительного заряда уменьшается. Вследствие этого электрическая дуга становится тоньше и производит глубокий провар при более низкой нагрузке на электрод. При растущем положительном значении доля положительного заряда сварочного тока увеличивается (до +80%), а доля отрицательного заряда уменьшается. Очистка сварочной ванны улучшается при увеличении доли положительного заряда. Электрическая дуга становится шире и приток тепла менее глубоким. Рекомендуется применять максимально возможное отрицательное значение при удовлетворительном эффекте очистки (заводская настройка 50%).
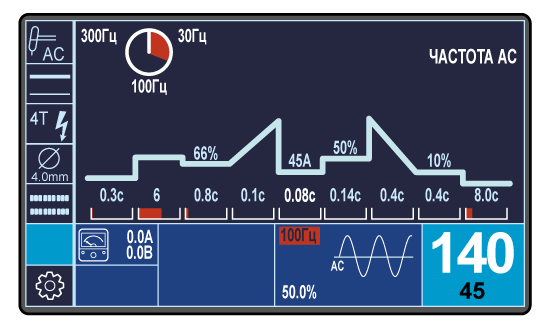
Установка частоты возможна только в режиме дуговой сварки на переменном токе. Значение для частоты установлено в зависимости от того, насколько быстро происходит поочередное изменение выходной полярности. Диапазон заданного значения колеблется от 30 Гц до 300 Гц. Например, при частоте 200 Гц происходит изменение полярности на выходных гнездах с плюса на минус и обратно каждые 5 мс (=0,005 секунд). При этом сварочный ток при каждой смене полярности падает до нуля, вновь нарастает в обратном направлении и возвращается к установленному значению сварочного тока. Используемая в данном процессе форма синусоиды приводит к значительному снижению шума и имеет улучшенные характеристики при сварке на переменном токе.
Автоматическая частотная система приспосабливает частоту переменного тока к силам тока. При низких силах тока фокусируется электрическая дуга переменного тока. Для того чтобы достичь точного захвата у основания, например, при тонкой стали в угловых швах. При более высоких токах сокращается нагрузка на вольфрамовый электрод.
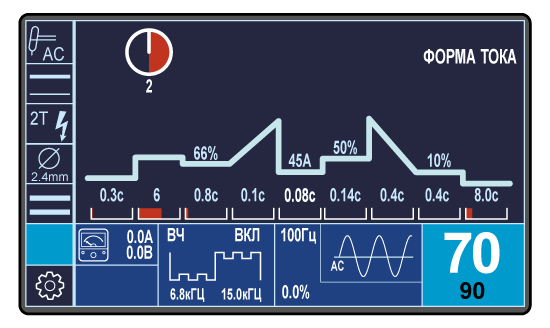
Выбор формы кривой переменного тока
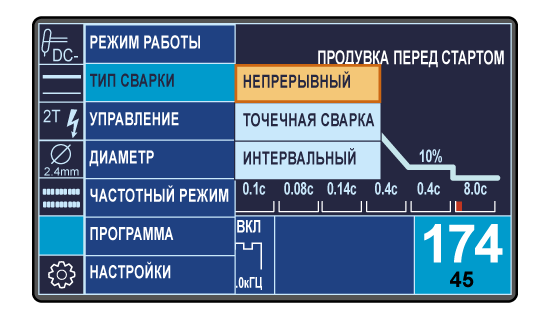
Выберете необходимый тип сварки из предложенного списка:
Данный пункт меню позволяет выбрать один из возможных типов управления аппарата:

Под тактностью подразумевается способ включения сварочного аппарата кнопкой горелки. При нажатии кнопки включается сварочная машина, и выполняются все элементы сварочного цикла, организованные выбором настроек циклограммы, двойной модуляции тока и др.
В поле, выделенном цветом, мы можем выбрать один из вариантов:
- 2T — двухтактный, при нажатой кнопке горелки машина включена, при отжатой – выключена. Применяется при сварке коротких швов, прихватках и т.п.
- 4Т — четырехтаткный, кнопка нажимается и отпускается – машина включена, производим сварку. Кнопка нажимается и отпускается – сварка закончена, машина выключена. Применяется на длинных швах, при укладке вертикальных разделок и т.д.
Поджиг используется для зажигания дуги. Возможны два варианта:
- Lift (контактный поджиг). Позволяет избежать генерирования электромагнитного импульса, характерного для высокочастотного бесконтактного поджига. Использование: поднести электрод к свариваемому месту вплотную, нажать кнопку горелки, плавно отвести горелку на высоту 3–5 мм.
- HF (высокочастотный бесконтактный поджиг). Позволяет избежать вкраплений вольфрама электрода в сварочный шов. Использование: поднести электрод к свариваемому месту на расстояние 3–5 мм. Нажать кнопку горелки, загорится дуга.
HF генерирует мощный электромагнитный импульс, способный повредить чувствительную электронику (наручные часы, мобильные телефоны, медицинское оборудование и т.д.).
Диаметр электрода подбирается под силу сварочного тока:
|
Диаметр, мм |
Переменный ток, А |
Постоянный ток, А |
||||
|
Отрицательный электрод |
Положительный электрод |
|||||
|
Чистый вольфрам |
Вольфрам с оксидом |
Чистый вольфрам |
Вольфрам |
Чистый вольфрам |
Вольфрам |
|
|
1,6 |
45...90 |
60...125 |
40...130 |
60...150 |
10...20 |
10...20 |
|
2,0 |
65...125 |
85...160 |
75...180 |
100...200 |
15...25 |
15...25 |
|
2,4 |
80...140 |
120...210 |
130...230 |
170...250 |
17...30 |
17...30 |
|
3,2 |
150...190 |
150...250 |
160...310 |
225...330 |
20...35 |
20...35 |
|
4,0 |
180...260 |
240...350 |
275...450 |
350...480 |
35...50 |
35...50 |
|
5,0 |
240...350 |
330...460 |
400...625 |
500...675 |
50...70 |
50...70 |
Выбираем диаметр вольфрамового электрода из списка:

Неплавящиеся вольфрамовые электроды имеют свою маркировку, приведенную в таблице ниже:
|
WP (зеленый) |
Эти электроды используются только для сварки переменным током, однако лучше их вообще не применять. |
|
WT20 (красный) |
Торий не вредит здоровью, находясь в электроде, но опасна пыль, появляющаяся при заточке, которая может попасть в легкие или открытые раны. Эти электроды хорошо работают при перегруженности по току. Используются для сварки постоянным током, не должны быть использованы при переменном токе. |
|
WC20 (серый) |
Особенно хороши для сварки постоянным током с низкой силой тока, т.к. очень легко зажигают дугу, как правило, не могут работать при таких же высоких токах, как торированные электроды. Хороши для коротких циклов сварки. Широко используются для сварки очень мелких деталей. Используются для сварки постоянным током, не должны быть использованы при переменном токе. |
|
WL20 (синий)
|
Имеют самую низкую температуру на кончике, что способствует увеличению срока службы. Не могут работать при таких же высоких токах, как торированные электроды Используются для сварки постоянным током, а также показывают хорошие результаты с переменным током. |
|
WZ8 (белый)
|
Являются самыми часто используемыми при сварке переменным током, т.к. имеют более стабильную дугу по сравнению с чистым вольфрамом. Хорошо препятствуют загрязнению ванны при переменном токе. Ни при каких обстоятельствах не рекомендуются для сварки постоянным током. |
|
WL20 (синий)
|
Выдерживают большие токи, не загрязняя металл шва вольфрамом. Используются для сварки особо ответственных соединений постоянным током. |
Выбираем частотный режим

Высокочастотный канал в импульсе
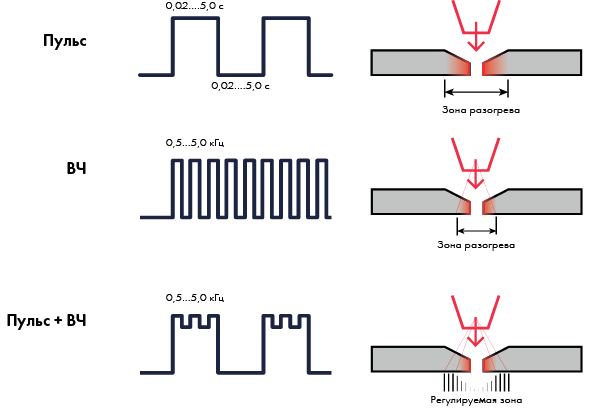
Импульсная сварка пульсирующим током разделяется на традиционную импульсную сварку Пульс с периодом импульсов 0,02...5,0 с и высокочастотную импульсную сварку ВЧ с частотой 0,5...50 кГц, что качественно влияет на глубину проникновения.
Высокочастотная модуляция позволяет сконцентрировать тепловую энергию дуги в узкой зоне, что благоприятно сказывается на металле, особенно на тонколистовых нержавеющих сталях, а также уменьшает сварочные деформации, лучше перемешивает металл в сварочной ванне, делает дугу более устойчивой.
При чередовании традиционного способа сварки и высокочастотной модуляции Пульс + ВЧ можно добиться более глубокого проникновения и захвата корня шва.
Пункт меню «Высокоч. канал в паузе» отображается при включении функции «2 тока». При его включении открывается доступ к настройке частоты тока в токе паузы. Измеряется в кГц.
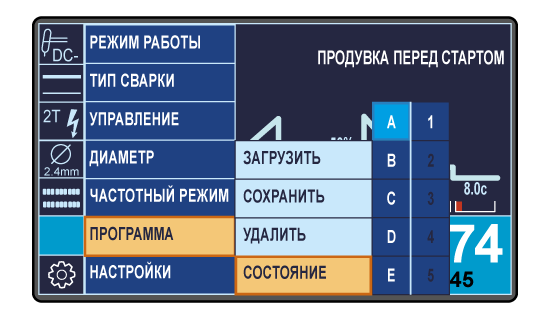
Данный раздел меню позволяет выполнять различные действия с настроенными режимами сварки, что позволяет упростить и свести к минимуму настройки аппарата, а также повысить производительность за счёт сохранённых и отработанных ранее режимов сварки.
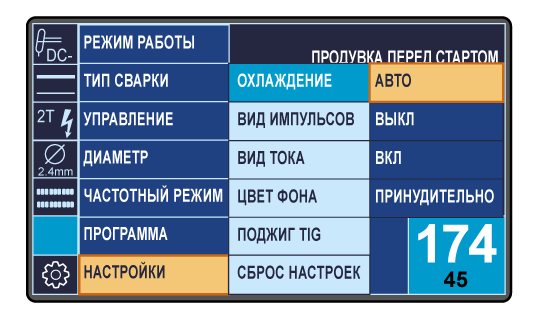
Данный раздел меню позволяет настроить следующий ряд параметров:
По требованию заказчика источник сварочного тока может комплектоваться блоком жидкостного охлаждения. Для активации выберите «Вкл.», «Авто» или «Принудительно». Для его отключения «Выкл.». Охладитель запускается автоматически в начале сварки. Отключение насоса происходит автоматически через 1 минуту после окончания сварки.
Подготовка к работе:
- Включите сварочный источник.
- Проверьте уровень охлаждающей жидкости в бачке. При необходимости долейте охлаждающую жидкость.
Внимание!
Для охлаждения рекомендуется использовать специальные охлаждающие жидкости для сварочных аппаратов. Это позволяет избежать замерзания системы охлаждения при отрицательных температурах, препятствует пенообразованию, накипи и закупориванию внутренних поверхностей системы охлаждения.
Вид импульсов
Настройка вида импульсов:

Вид тока
Выбираем вид отображения силы тока на циклограмме:

Цвет фона
Выбор цветовой схемы дисплея. В зависимости от внешнего освещения, возможно выбрать одну из схем:

Поджиг TIG
Этот пункт меню позволяет выбрать тип поджига для данной конфигурации TIG сварки:

Сброс настроек
Позволяет произвести сброс на заводские настройки.Подготовка к работе:
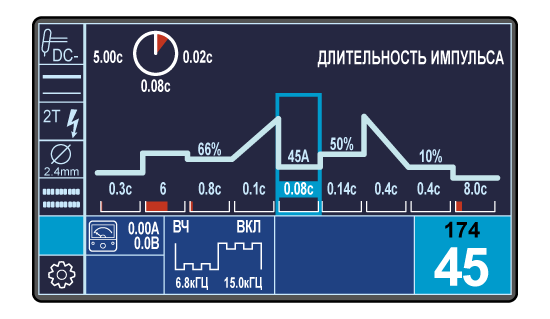
В меню «Циклограмма» отображен схематичный график, на котором содержатся отдельные участки цикла сварки, сопровождаемые названиями и численными значениями параметров, характеризующими свойства данного участка графика. Циклограмма служит для наглядного отображения изменения всех параметров процесса сварки.
Прокручиванием левого энкодера по этапам сварки на циклограмме перемещается прямоугольник, в пределах одного этапа переключение происходит между параметрами этапа. Для настройки нужного значения нажимаем левый энкодер, при этом выделяется цветом цифра (значение), которую можно корректировать вращением левого энкодера. При этом изменение значения корректируемого параметра сопровождается изменением величины соответствующего индикатора. После настройки значения нажимаем левый энкодер для сохранения.
|
Название параметра |
Диапазон |
Примечание |
|
|
Длительность предварительной продувки |
0…5 |
с |
На этапе предварительной продувки происходит обдув сварочной ванны и вольфрамового электрода защитным газом. Это делается для защиты зоны сварки от окисления и вольфрамового электрода – от разрушения. Газ выбирается в зависимости от материала. |
|
Интенсивность поджига |
1…10 |
у.е. |
Энергия поджига. |
|
Длительность стартового тока |
0…10 |
с |
Установка длительности стартового тока. |
|
Время нарастания тока |
0…10 |
c |
|
|
Стартовый ток |
20…200 |
% |
Проценты высчитываются от основного тока.В момент начала сварки вольфрамовый электрод не разогрет, поэтому необходимо снизить термический удар при проходе через него основного тока сварки. Для этого используется параметр «Стартовый ток». Он используется в начале сварки для разогрева и формирования сварочной ванны и в зависимости от материала, теплоёмкости, положения, может быть больше или меньше первого тока. |
|
Коррекция напряжения стартового тока |
-10…10 |
В |
Коррекция параметра не влияет на отображение циклограммы |
|
Длительность перехода к основному току |
0…10 |
с |
Установка длительности перехода к основному току. Используется для плавного изменения текущего тока, чтобы избежать разрушения электрода. |
|
Основной ток сварки |
|
А |
Минимальное и максимальное значение определяются выбранными на экране «Параметры» параметрами сварки. |
|
Длительность основного тока |
0,1…5 |
с |
Отображается при включении режима «Пульс» |
|
Второй ток сварки |
15…95 |
% |
Отображается при включении режима «Пульс». Измеряется в процентах от основного тока, минимальное и максимальное значение определяются выбранными на экране «Параметры» параметрами сварки. |
|
Длительность второго тока |
0,1…5 |
с |
Отображается при включении режима «Пульс» |
|
Время перехода к финишному току |
0…30 |
с |
Влияет на дегазацию сварочной ванны. |
|
Финишный ток сварки |
20…200 |
% |
Измеряется в процентах от основного тока. Используется для заварки кратера сварки. |
|
Длительность финишного тока |
0…10 |
с |
Влияет на дегазацию сварочной ванны |
|
Длительность продувки после выключения дуги |
0,5…30 |
с |
Используется для защиты остывающей сварочной ванны от атмосферных газов. |