

 Руководство по эксплуатации системы WeldWeb.pdf (24 станицы, редакция от 22.01.2021).
Руководство по эксплуатации системы WeldWeb.pdf (24 станицы, редакция от 22.01.2021).
Ниже приведены выдержки из руководства.
Система WeldWeb — программно-аппаратный комплекс, предназначенный для удаленного наблюдения и управления в реальном времени за выполняемыми сварочными процессами, контроля параметров сварочного оборудования, автоматизированного сбора и анализа данных о работе сварочного оборудования, интегрированного в систему наблюдения и контроля.
WeldWeb позволяет оператору-технологу дистанционно контролировать работу на сварочном аппарате и обеспечиваемые при этом параметры сварочного процесса, получать данные о расходе газа и проволоки.
WeldWeb обеспечивает:
- возможность сопряжения и одновременной работы со сварочным оборудованием для различных видов сварки MMA, MIG/MAG, TIG, SAW без ограничения по производителю. Одновременный доступ и работу с не менее 250 единицами сварочного оборудования, предусматривает дальнейшее масштабирование комплекса.
- автоматизированный сбор текущих параметров сварочного процесса в режиме реального времени, их передачу на сервер, хранение, обработку и отображение в системе:
- Iсв – сила сварочного тока,
- Uсв – напряжение сварочного тока,
- Vпп – скорость подачи проволоки,
- время горения дуги,
- расход и марку материала,
- расход и тип защитного газа
- ряд других параметров.
- беспроводной обмен данных между сервером и сварочным оборудованием.
- автоматизированный сбор информации по текущему техническому состоянию сварочного оборудования, передачу ее на сервер, хранение, обработку полученных данных и отображение в системе, формирует отчёты.
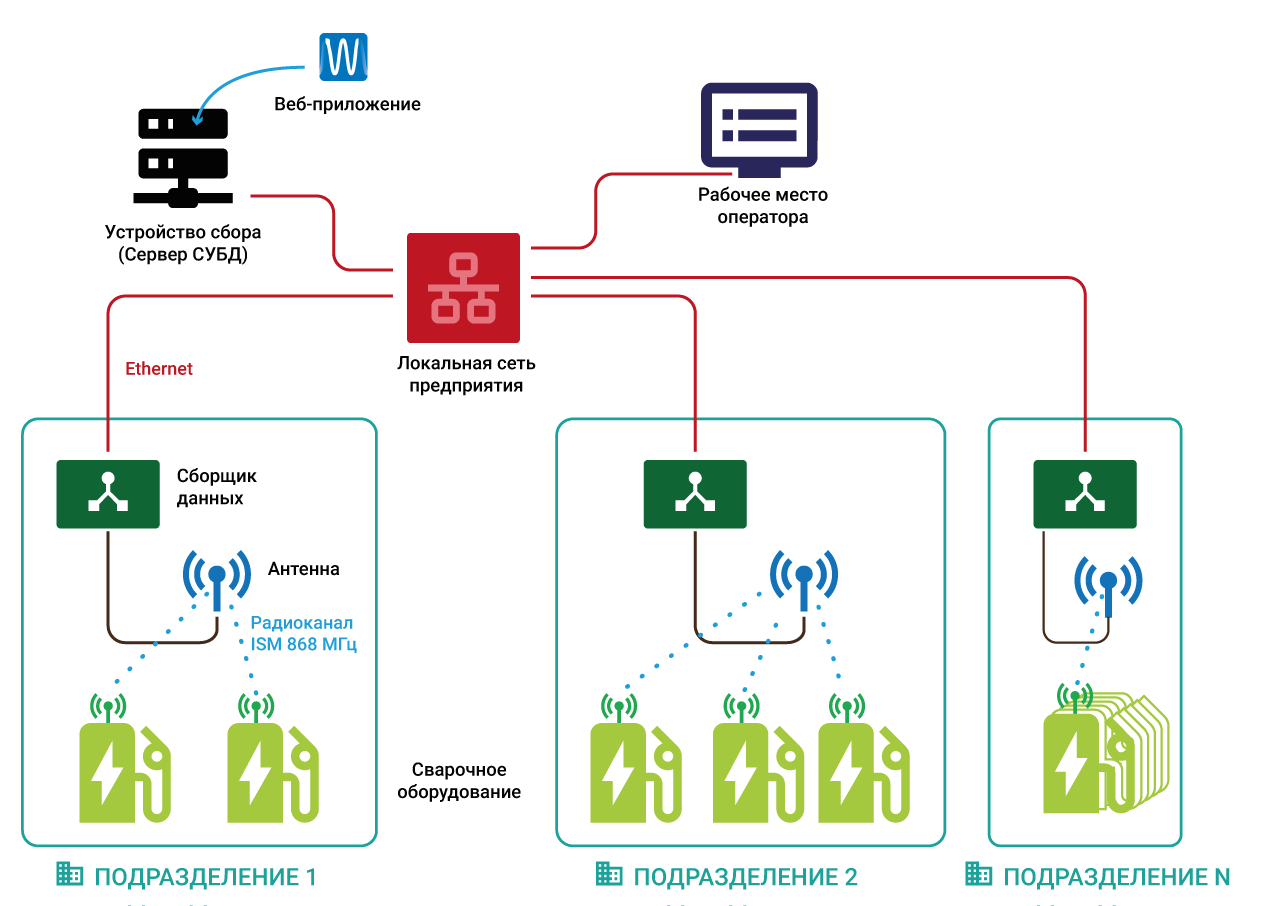
Конфигурация схемы ПАК WeldWeb зависит от структуры производства Заказчика и разворачивается под его требования. Условная структурная схема приведена ниже.
В систему WeldWeb могут входить как сварочные аппараты EVOSPARK, так и сварочные аппараты сторонних производителей. Но при этом номенклатура собираемых данных будет различаться: