Скорость подачи электродной проволоки не равна скорости ее плавления. Чтобы согласовать процесс плавления проволоки электрода, на нее воздействуют импульсом тока, что и обеспечивает образование капли на конце электрода.
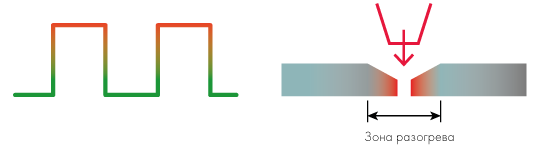
Пульс — низкочастотная традиционная импульсная сварка (5...300 Гц) применяется для формирования сварного соединения. Обеспечивает эффект нагрева и охлаждения сварочной ванны, причем соотношение частоты импульсов и скорости прохода определяет расстояние между «чешуйками» на валике сварного шва.
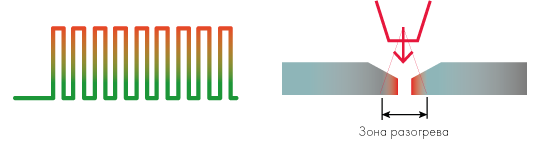
ВЧ — высокочастотная модуляция (600...15000 Гц) позволяет стабилизировать дугу и сконцентрировать тепловую энергию дуги в узкой зоне. Это обеспечивает более точное укладывание распаленного металла и уменьшение сварочных деформаций, особенно на тонколистовых нержавеющих сталях. При высокой частоте импульсов происходит повышенное перемещение в сварочной ванне для лучшей микроструктуры после сварки. Возможность подавать импульсы с частотой 5000 импульсов в секунду повышает устойчивость дуги и потенциальную возможность концентрации, — это очень выгодно для автоматических устройств, где требуется максимальная скорость прохода.
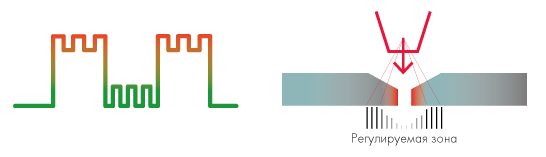
В источниках EVOSPARK реализован уникальный режим Пульс + ВЧ , полученный в результате совмещения высокочастотной и низкочастотной модуляции. При чередовании традиционного способа сварки и высокочастотной модуляции Пульс + ВЧ можно добиться более глубокого проникновения и захвата корня шва с сохранением стабильной дуги.